Zapp Tooling Alloys
Z-Tuff PM
Z-Tuff PM Data Sheet
Z-Tuff PM is a powder metallurgy tool steel designed with toughness as the primary criteria. Its attributes include:
- High impact strength and resistance to fracture while retaining exceptional compressive strength
- Good wear resistance
- Attainable hardness approaching HRC 62
- Easily heat treated using common tool steel cycles
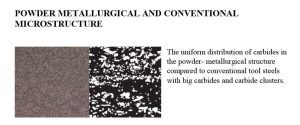
- Consistency and reliability inherent with PM tool steel
This unique combination of properties makes Z-Tuff the choice in difficult applications involving high mechanical loads and risk of failure due to chipping and fracture. It offers a distinct advantage over standard air-hardening grades in terms of toughness. At the same time, it is clearly superior to the S series grades in terms of compressive strength and wear performance. It is a deep hardening grade that will maintain a high degree of dimensional stability and a highly effective substrate for a variety of common tool coatings and surface treatments.
Chemical Composition
| Carbon | 0.70% |
| Chromium | 7.50% |
| Molybdenum | 2.00% |
| Vanadium | 1.00% |
| Nickel | 1.50% |
Typical Applications
| General tool and die | Fine blanking |
| Stamping and forming | Shear blades and knives |
| Punches | Thread rolling |
| Powder Compaction |
Physical Properties
| Modulus of elasticity E [psi x 106 ] | 30 |
| Density [lb/in³] | 0.277 |
| Thermal conductivity at 72 °F [BTU/hr-ft- °F] | 13.5 |
| Coefficient of thermal expansion over temperature range of 100 – 1000 °F [in/in/ °F] | 6.25 x 10-6 |
Thermal Processing
Annealing
Heat uniformly in a protective atmosphere (or vacuum) to 1600°F (870°C) and soak for 2 hours. Slow cool 30°F (15°C) per hour until 1000°F (540°C). Parts can then be cooled in air or furnace as desired.
Hardness expected is BHN 225-248.
Stress Relieving (SOFT)
Heat uniformly to 1100-1300°F (595-705°C), soak for 2 hours, and cool in air or furnace.
Hardening
Vacuum, salt, or protective atmosphere methods are generally used. Care must be taken to prevent decarburization.
Preheat: Heat to 1500-1550°F (815-845°C) until temperature is equalized. Additional preheat steps including 1200-1250°F (650-675°C) and at 1700-1750°F (930-955°C) are suggested when using programmed control during vacuum processing.
Austenitizing: Temperatures in the range of 1850°F (1010°C) to 1950°F (1065°C) are commonly used with the specific temperature and soak time determined by the hardness required. Higher hardening temperatures will provide maximum wear resistance and hardness while temperatures lower in the range will provide increased toughness. Refer to chart for further information.
Quenching: Methods include use of high pressure gas (minimum 4 bar preferred), salt bath, or oil. Quench rate from the hardening temperature range down to 1300°F (705°C) is critical to the development of optimum structure and properties. Part temperature can then be equalized at 1000-1100°F (540595°C) after which cooling can continue to below 150°F (66°C) or “hand warm”. Step quenching in this manner will help to minimize distortion in larger section sizes.
Tempering
Tempering should be performed immediately after quenching. Temperatures in the range of 975°F (524°C) to 1020°F (549°C) are generally used depending on the hardness required. Heat uniformly to the selected temperature and soak for 2 hours. Double tempering is absolutely necessary while triple tempering is recommended when hardening above 1900°F (1038°C). Tempering temperatures of less than 975°F (524°C) should not be used, and care must be taken to cool parts fully to room temperature between each temper.
Stress Relieving (HARD)
Heat to 25°F (15°C) less than the temperature of the last temper and soak for 1 hour.
Crtitical Temperature
1545°F (840°C).
Size change during Hardening
+.0005in/in (at HRc 60)

Heat Treatment Instructions
| 1st preheating | 1200-1250°F |
| 2nd preheating | 1500-1550 °F |
| Hardening | as specified in table |
| Tempering | 2 x each 2 hours as specified in table |
Preferred quench method is high pressure inert gas (minimum 4 bar) or molten salt at 1025°F.
| Required hardness HRc | Austenitizing soak temp [°F] | Austenitizing soak time [Min]* | Tempering temperature[°F]** |
|---|---|---|---|
| 57-59 | 1900 | 30 | 1020 |
| 58-60 | 1900 | 30 | 1000 |
| 59-61 | 1900 | 30 | 990 |
| 60-62 | 1900 | 30 | 975 |
| 61-63 | 1950 | 20 | 990 |
**An increase in tempering temperature by 15°F can be used to reduce hardness 1 to 2 points HRc.
Straightening
Should be done warm (or during quench) using temperatures in the range of 400°F (200°C) to 800°F (430°C).
Surface Treatment
This grade is an excellent substrate material for use with the various commercially available PVD coating processes. Conventional nitriding (.001” maximum depth) and steam tempering can also be used. Coating vendors should be consulted to select the optimum process for a given application.
Care must be exercised during CVD and other surface treatment processes that can alter the original heat treatment of the tool.